全國服務熱線:
全國服務熱線:
H型翅片管焊接設備簡介
一、產品簡介
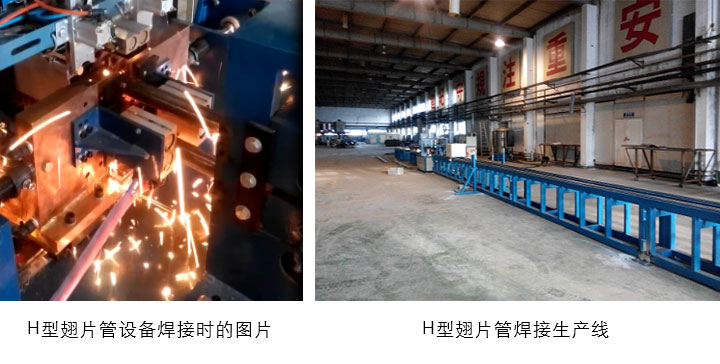
為滿足國內鍋爐等行業對H型、雙H型翅片的需要,我公司在參考國內外H型翅片管焊接設備的基礎上,成功地研制出新型的H型翅片生產設備。設備主要是根據閃光電阻焊工作原理,采用微機控制調壓、調功焊接電源,將翅片焊接在鋼管的兩邊,形成H型翅片管產品。我公司H型翅片管焊接設備有如下技術特點:
1、在控制方面我公司采用觸摸屏、PLC控制。焊接參數可由觸摸屏直輸入,具有翅片自動上料,自動定尺移動、自動保護及故障顯示等自動控制控制功能。
2、根據實際生產的需要我公司在該設備上增加了焊接翅片數量設定及不焊接翅片光管間隔定尺設定功能,可以實現一根H型翅片管分段焊接的功能。
3、焊接電源是我公司根據H型翅片管的焊接工藝要求專門設計的,該焊接電源采用微電腦控制,焊接輸出功率可根據焊接工藝要求設定并自動調節。
4、將焊接工藝程序化,焊接分為小電流閃光電阻焊、大電流電阻焊、及小電流回火保溫三個工藝階段。該設備可根據焊接工藝要求調節焊接初始電流、焊接電流和焊接回火電流。可是確保翅片的焊接牢度,確保翅片焊接質量符合H型翅片管標準。
5、床身采用方管框架式結構,軌道采用精密直線導軌,驅動電機采用伺服電機,拖動平臺行走平穩,翅片間距準確一致。
6、焊接電源是我公司與華北電力學院共同開發研制的專門用于H型翅片管的中頻逆變焊接電源。中頻逆變焊機的輸出電流為直流形式,具有控制精度高、輸出電流穩定、感抗影響小、焊接變壓器質量輕、飛濺少等優點。,其主要特點如下:
(1)本控制器的輸出頻率為3KHz,與市場上現有的1KHZ的中頻逆變焊接電源具有電流調節快速準確,電流波紋系數小、輸出電流平滑、焊接同樣規格的H型翅片管所需功率小、節能等特點,是普通工頻焊機很難達到的(見附2工頻電阻焊控制器與中頻電阻焊控制器電流電壓對比圖),現已成為實現高質量焊接的必備設備之一
(2)可儲存16條焊接規范供用戶調用預先設置,使用時直接按需調用即可
(3)連續循環執行多規范焊接解決連續焊接時,同一工件上不同位置焊點使用不同工藝的問題,省去人為切換焊接規范的繁瑣工作;
(4)可設定預熱電流、焊接電流和回火電流有效解決了焊接過程中產生的噴濺和焊接結束后的工件淬火問題,三個放電脈沖可單獨設置并且單獨或任意組合使用;
(5)電流緩升和緩降功能有效避免焊接時產生噴濺和熔核成形不良等問題,獲得良好的物理性能;
(6)可用于焊接特殊材料 用于焊接鋁、鍍鋅金屬等材料,焊接效果良好;
(7)計數功能對焊接次數進行統計,使用此功能,可方便地了解工作效率;
(8)具有單次/連續點焊功能;
(9)故障診斷和自動保護功能在工作過程中,控制器如檢測到情況異常,會自動關閉輸出并對故障原因友情提示;
(10)節能三相電源輸入,工作頻率高,變壓器損耗小,節能效果顯著
(11)通訊及BCD碼控制功能 可外接工控機、PLC等控制設備,實現遠程控制,自動化管理,提高工作效率;
(12)采用單片機作為主控單元電路簡潔、高度集成化、智能化,降低了本品的故障率,更便于維護和保養。

D50-H型主控制臺
H型翅片管焊接設備技術參數
| 序號 | 技術參數名稱 | 技術參數 |
| 1 | 焊接形式 | H型(方形)單、雙管翅片管 |
| 2 | 基管直徑 | φ25-φ51 |
| 3 | 翅片厚度 | 2mm-3mm |
| 4 | 鋼管長度 | 1-6m |
| 5 | 焊接時間 | 每對翅片焊接時間<3秒 |
| 6 | 焊接材料 | 碳鋼(基管)+碳鋼(翅片) |
| 7 | H翅片管焊接質量 | 參考《東方鍋爐(股份)有限公司企業標準(GB-1025-2004)》 |
| 8 | H型翅片管焊接電源輸入電源 | 三相 380V 50HZ |
| 9 | 最大耗電 | 400KVA |
| 10 | 焊接電源冷卻方式 | 水冷 |
| 11 | 用戶需提供的技術條件 | 用戶負責將設備所需水、電、氣接到設備接口處,提供水、電、氣的附屬設備及相關材料由需方配置和購買。 其中: (1)焊接氣動所需氣源 壓力:0.6-0.8MPa 氣體消耗量~10立方米/小時;(2)動力電源:三相 380 V 50 HZ 容量400KVA |
三、H 型翅片管焊接設備配置
| 序號 | 型號 | 部件名稱 | 數量 | 備注 |
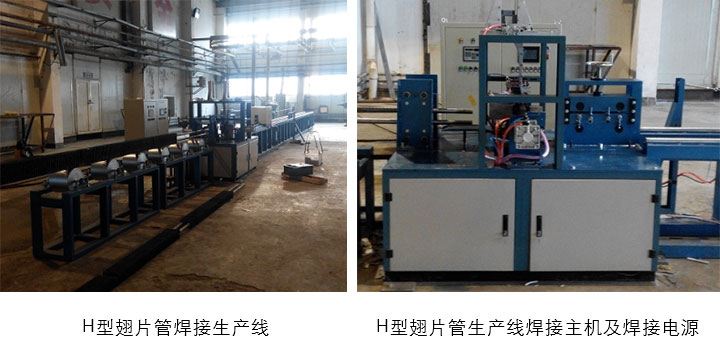
| 1 | D50-H | H型焊接設備主機 | 1臺 | |
| 2 | D50-H | 翅片管焊接電源 | 1臺 | |
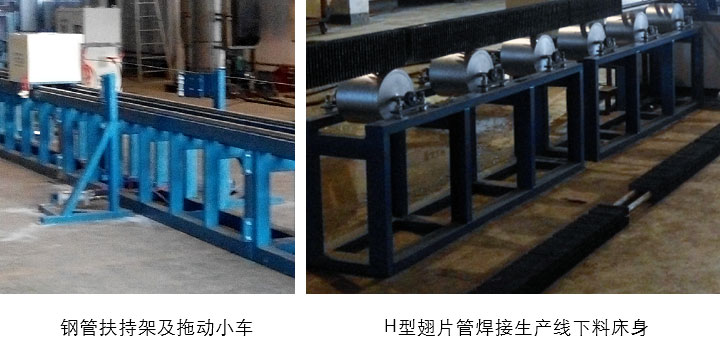
| 3 | D50-H | 鋼管上料床身 | 8米 | |
| 4 | D50-H | 拖動裝置 | 1臺 | |
| 5 | D50-H | 總控制臺 | 1臺 | |
| 6 | D50-H | 翅片管下料床身 | 6米 |
四、主要電器控制器件選用廠家一覽表